
Unsere Stärken
Maß und mehr
Rauheiten & Spezialkonturen
Klein bis Groß
Schleiflänge bis 4000 mm
Einzelteil bis Serie
konventionell oder CNC
Zertifizierte Qualität
DIN EN ISO 9001
Technische Beratung
kompetent & auf Augenhöhe
Betz-Chrom ist auf das Außenrundschleifen zwischen Spitzen spezialisiert. Mit einem modernen Maschinenpark, langjähriger Erfahrung und höchster Sorgfalt bearbeiten wir rotationssymmetrische Bauteile – präzise im μm-Bereich, wirtschaftlich und wiederholgenau. Ob Einzelteil oder Serie: Unsere Kunden verlassen sich auf höchste Maßgenauigkeit, feinste Oberflächengüten und eine partnerschaftliche, technische Beratung. Vertrauen Sie auf Qualität, die passt – im wahrsten Sinne!
Fertigungsspezifikationen unserer Schleiferei
Verfahren
Außenrundschleifen zwischen Spitzen
Abmessungen
max. Ø 850 x 4000 mm
Gewicht
max. 3000 kg
Steuerung
konventionell oder CNC Schleifen
Oberflächenrauheit
Ra 0,2 µm, Rz 0,8 – 4,3 µm
Zylindrizität und Rundlaufgenauigkeit
Zylindrizität ≥ 0,01 mm, Rundlauf ≥ 0,005 mm
Fordern Sie jetzt Ihr individuelles Angebot an
– schnell, präzise und mit technischer Beratung.
Außenrundschleifen:
Unsere Einsatzbereiche
In Lohnfertigung
Außenrundschleifen von der Einzelfertigung bis zur Serie: Je nach Bedarf werden die Bauteile auf konventionellen oder wiederholgenauen CNC Schleifmaschinen bearbeitet. Mit dem fachgerechten Schleifkörperaufbau und den geeigneten Schleifparametern realisieren wir effizient und exakt genaue Maßtoleranzen und Oberflächengüten. Das Außenrundschleifen zwischen Spitzen eignet sich auch zur Korrektur von Geometriefehlern mechanischer Teile.
Rundschleifen von Hartchromoberflächen
In der Oberflächenbeschichtung optimiert das Präzisionsschleifen die Oberflächenqualität. Als vorgelagerter Prozessschritt wird die Oberfläche des Grundwerkstoffs geschliffen, um die Schichtqualität zu verbessern. Als Nachbearbeitung realisiert das Rundschleifen die gewünschte Oberflächengüte. Bei dickeren Hartchromschichten werden Bauteile auf Übermaß verchromt und im Anschluss in das definierte Maß geschliffen. Dies betrifft Bauteile, die einen besonders hohen Verschleißschutz benötigen.
Rundschleifen für Reparaturen
Das Übermaßverchromen eignet sich in Kombination mit unserer mechanischen Bearbeitung auch für die Reparatur bzw. Instandsetzung von verschlissenen Bauteilen sowie das Aufchromen unter Maß geschliffener Werkstücke. Mit diesem Verfahren lassen sich z.B. Zylinder instandsetzen, Kolbenstangen reparieren und Turbinen regenerieren. Die Instandsetzung ist eine günstige und ressourcenschonende Alternative zur Neuanschaffung. Erfahren Sie mehr über die Vorteile der Regeneration.
Über das Rundschleifen hinaus:
Unser Kooperationsnetzwerk für die Komplettfertigung
Mit unserem Kooperationsnetzwerk können wir Ihnen die Komplettfertigung von Komponenten für den Maschinen- und Anlagenbau wie z.B. Walzenrohre, Mantelrohre, Kolbenstangen u. v. m. aus einer Hand anbieten. Als Komponentenlieferant umfasst unsere Leistung alle gewünschten Prozessschritte inklusive Materialbestellung, Drehen, Zentrieren, Schleifen, Beschichten bis hin zur Lieferung der fertigen Komponenten.
In Zusammenarbeit mit unseren erfahrenen Kooperationspartnern bieten wir Ihnen auch einzelne Bearbeitungsprozesse wie das Innenrundschleifen, Planschleifen und Flachschleifen etc. an.
Service
ein Ansprechpartner für alle Bestellungen
Zeit
Wegfall von Koordinationstätigkeiten
Kosten
Reduzierung von Lagerhaltungskosten
Qualität
Erfüllung Ihrer Qualitätsanforderungen
Liefersicherheit
Zuverlässige Lieferleistung
Was ist Rundschleifen?
Beim Rundschleifen wird das Werkstück zwischen zwei Spitzen eingespannt und rotiert während des Schleifvorgangs um die eigene Achse.
Dieses Verfahren wird bei Werkstücken eingesetzt, die eine hohe Maß- und Formgenauigkeit über die gesamte Länge erfordern. Die Schleifscheibe wird radial gegen das rotierende Werkstück geführt und trägt Material ab, um die gewünschte Oberfläche und Form zu erzeugen.
Typisch für das Rundschleifen zwischen Spitzen ist die Fixierung des Werkstücks in axialer Richtung. Dadurch wird ein Verrutschen verhindert und insbesondere bei Serienteilen eine reproduzierbare Bearbeitungsqualität erreicht.
Die Zentrierspitzen an den Stirnseiten des Werkstücks müssen exakt vorbereitet werden, da sie für den Rundlauf und die Präzision entscheidend sind. Dieses Verfahren ist ideal für Bauteile wie Wellen, Achsen oder Bolzen, die eine hohe Rundheit und enge Toleranzen aufweisen müssen.
Die Bearbeitungsqualität wird durch den Einsatz unterschiedlicher Schleifmittel, Maschinenkonfigurationen und Kühlmittel optimiert. Moderne CNC-Rundschleifmaschinen ermöglichen eine automatisierte, hochpräzise Bearbeitung.
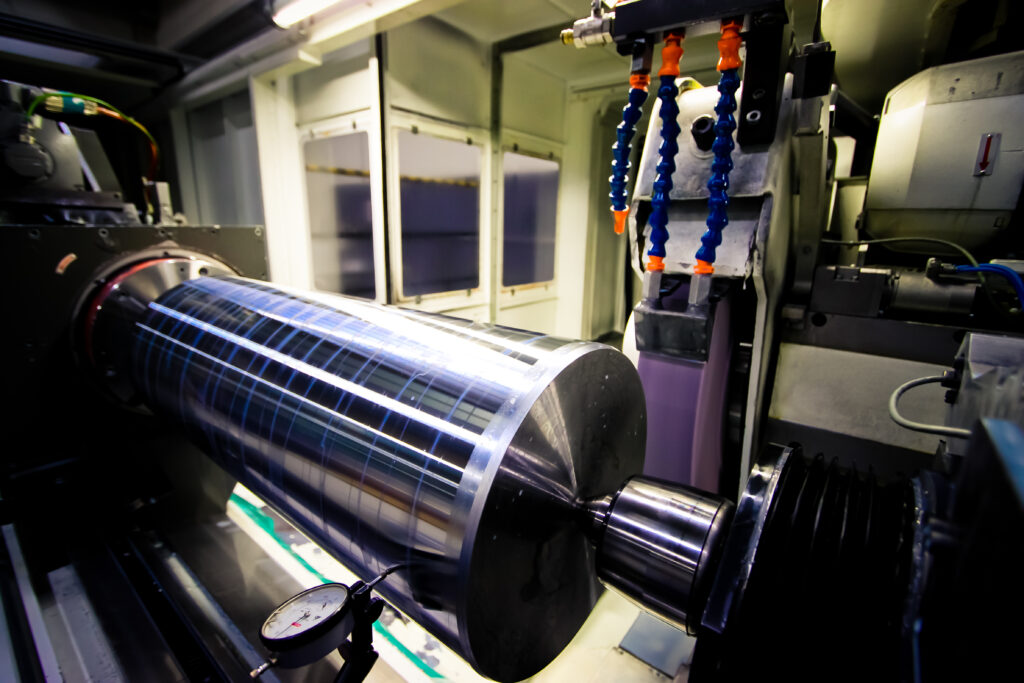
Außenrundschleifen zwischen Spitzen
Das Außenrundschleifen ist ein hochpräzises Schleifverfahren zur Bearbeitung der zylindrischen Außenflächen rotationssymmetrischer Werkstücke wie Wellen, Achsen oder Bolzen.
Dabei wird das Werkstück um die eigene Achse gedreht und gegen eine rotierende Schleifscheibe geführt. Mit diesem Verfahren lassen sich sehr enge Toleranzen, exakte Zylinderformen und feinste Oberflächenrauheiten erzielen.
Typische Anwendungen finden sich in der Automobilindustrie, im Maschinenbau oder bei der Herstellung von Hydraulikkomponenten. Das Außenrundschleifen eignet sich sowohl für die Einzelteil- als auch für die Serienfertigung und ist unverzichtbar für Bauteile mit hohen Anforderungen an Maßhaltigkeit und Rundheit.
Ein entscheidender Vorteil des Außenrundschleifens ist die Möglichkeit, Werkstücke zwischen Spitzen zu spannen und dadurch eine besonders hohe Formgenauigkeit über die gesamte Länge zu erreichen.
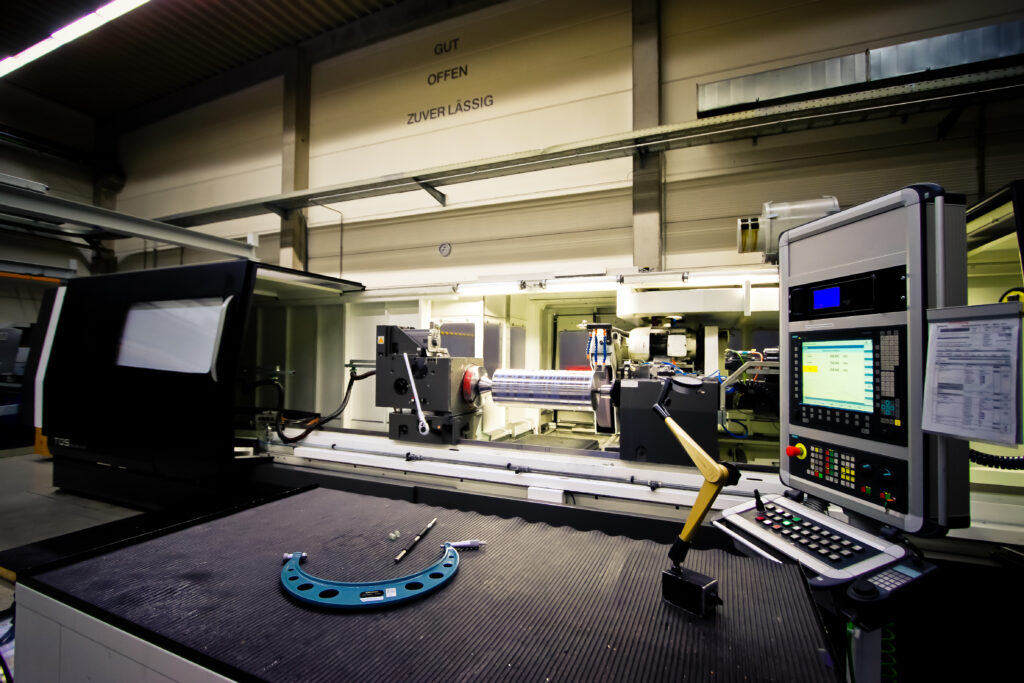
In modernen CNC-Rundschleifmaschinen lassen sich die Schleifparameter exakt steuern und reproduzieren. Betz-Chrom bietet professionelles Außenrundschleifen mit hoher Prozesssicherheit und reproduzierbarer Qualität – ideal für anspruchsvolle industrielle Anwendungen.
Prozessablauf & typische Toleranzen
Die zu schleifenden Werkstücke werden, meist in Form von Rohlingen bzw. vorgedrehten Teilen, mit einem definierten Aufmaß anegliefert.
Nach dem Wareneingang werden die Werkstücke sorgfältig geprüft und dokumentiert. Dabei wird das Vormaß mit präzisen Messmitteln wie Bügelmessschrauben aufgenommen, um ein ausreichendes Aufmaß für den Schleifprozess zu gewährleisten.
Danach erfolgt die Vorbereitung der Maschine: Die Schleifscheibe wird ausgewählt, gegebenenfalls abgerichtet und die Werkstückspannung zwischen den Spitzen eingestellt. Auch die Schleifparameter wie Zustellung, Vorschub und Schnittgeschwindigkeit werden je nach Werkstoff und Bearbeitungsaufgabe eingestellt.
Nach dem Einrichten beginnt der eigentliche Schleifvorgang. Dabei wird das Werkstück unter ständiger Drehung gegen die rotierende Schleifscheibe geführt, wodurch allmählich Material abgetragen wird. Der Prozess wird gekühlt, um thermischen Verzug zu vermeiden.
Nach dem Schleifen erfolgt die Endmaßkontrolle. Übliche Fertigungstoleranzen beim Rundschleifen liegen je nach Anforderung und Werkstück im Bereich des Rundlaufes von 0,005 mm. Bei Endmaßen sind alle gängigen ISO-Toleranzen/Passungen möglich herzustellen.

Vor- und Nachteile des Rundschleifens zwischen Spitzen
Hohe Maß- und Formgenauigkeit: Durch das Einspannen der Bauteile lässt sich eine exakte Zylinderform mit genauen Rundlaufeigenschaften erzielen.
Sehr gute Oberflächengüte: Rauheitswerte von Ra 0,2 µm und Rz 0,8 – 4,3 µm erreichbar.
Wiederholgenauigkeit: Durch die definierte Spannlage können die Bauteile einer Serie reproduzierbar bearbeitet werden.
Geeignet für diverse Bauteilabmaße: Mit unserer Maschinendiversität bearbeiten wir kleine und große Bauteile mit Dimensionen bis zu Ø 850 x 4000 mm.
Einfache Nacharbeit und Kontrolle: Bei Bedarf kann ein Werkstück erneut gespannt und nachgeschliffen werden, ohne die Lage zu verlieren.
Aufwendige Spannvorbereitung: Die Zentrierbohrungen an den Werkstückenden müssen sehr präzise hergestellt sein. Fehler beeinträchtigen direkt die Schleifqualität.
Begrenzte Flexibilität bei Werkstückformen: Nur rotationssymmetrische, längliche Teile mit zugänglichen Stirnseiten lassen sich zwischen Spitzen bearbeiten.
Rüstzeitaufwand: Die Einrichtung der Maschine und die exakte Ausrichtung erfordern Erfahrung und Sorgfalt.
Nicht geeignet für sehr kurze oder unförmige Bauteile: Diese können oft nicht stabil zwischen Spitzen eingespannt werden und erfordern andere Schleifverfahren (z. B. spitzenloses Schleifen).
Weitere häufige Fragen rund ums Rundschleifen
Was ist der Unterschied zwischen Außenrundschleifen, Innenrundschleifen und spitzenlosem Rundschleifen?
Das Rundschleifen ist ein präzises spanendes Fertigungsverfahren zur Bearbeitung rotationssymmetrischer Werkstücke mit hoher Maß- und Formgenauigkeit. Je nach Anforderung kommen verschiedene Verfahren zum Einsatz.
Beim Außenrundschleifen zwischen Spitzen werden die zylindrischen Außenflächen rotationssymmetrischer Werktücke bearbeitet. Die Werkstücke werden zwischen Spitzen gespannt.
Beim Innenrundschleifen werden zylindrische Innenkonturen bearbeitet, z. B. Buchsen, Lager oder Hydraulikkomponenten.
Beim spitzenlosem (centerless) Rundschleifen, wird das Werkstück ohne feste Aufspannung geschliffen. Die Werkstückführung erfolgt über eine Einlaufrolle und eine Führungsleiste.
Allen Rundschleifverfahren gemeinsam ist das Ziel, höchste Präzision und Wiederholgenauigkeit zu erreichen.
Wann wird Schleifen gegenüber anderen Bearbeitungsverfahren wie Drehen oder Fräsen eingesetzt?
Schleifen von Metalloberflächen wird dann eingesetzt, wenn die Anforderungen an Maßgenauigkeit, Oberflächenqualität oder Härte des Werkstoffs über das hinausgehen, was mit Drehen oder Fräsen wirtschaftlich oder technisch erreichbar ist. Aufgrund der hohen Maß- und Formgenauigkeit beim Schleifen sind Toleranzen im µm-Bereich erreichbar. Mittels Schleifen können zudem besondere Ansprüche an die Oberflächenqualität wie sehr glatte oder spiegelähnliche Oberflächen mit niedrigen Rauheitswerten realisiert werden. Das Schleifen wird deshalb oft als Endbearbeitung nach dem Fräsen oder Drehen eingesetzt. Harte Materialien wie gehärteter Stahl und Hartmetalle lassen sich mit Drehen und Fräsen schwer bis nicht wirtschaftlich bearbeiten. Durch die Wahl der richtigen Schleifwerkzeuge, wie z.B. CBN- oder Diamantscheiben, können hingegen auch harte Materialien wirtschaftlich bearbeitet werden.
Warum ist das Kantenverrunden und Anbringen von Fasen bei Dichtflächen so wichtig?
Das gezielte Verrunden von Kanten und Anbringen von Fasen ist bei Bauteilen wie Wellen oder Hydraulikstangen von entscheidender Bedeutung – insbesondere an Bereichen, wo Dichtsysteme wie O-Ringe, Lippen- oder Manschettendichtungen eingesetzt werden.
Scharfkantige Übergänge können beim Einbau die empfindlichen Dichtlippen beschädigen oder im Betrieb zu erhöhtem Verschleiß und Undichtigkeiten führen.
Durch das Entschärfen der Kanten wird das Risiko von Einrissen, Einkerbungen oder Undichtigkeiten deutlich reduziert.
Eine gleichmäßige Fase erleichtert zudem die Montage der Dichtungselemente und verbessert deren Führungsverhalten während des Betriebs. Damit leistet das gezielte Kantenverrunden einen wesentlichen Beitrag zur Langlebigkeit und Funktionalität von Dichtsystemen, insbesondere in hydraulischen und pneumatischen Anwendungen.
Führt Betz-Chrom auch spitzenloses (centerless) Rundschleifen und Innenschleifen aus?
Betz-Chrom ist auf hochpräzises Außenrundschleifen zwischen Spitzen spezialisiert. Dafür verfügen wir über einen optimal abgestimmten Maschinenpark und ein erfahrenes Team mit hoher Qualifikation.
Verfahren wie das spitzenlose (Centerless) Rundschleifen oder Innenschleifen gehören nicht zu unserem eigenen Fertigungsportfolio.
Dank unseres bewährten Kooperationsnetzwerks können wir Ihnen jedoch auch diese Bearbeitungen anbieten – in Zusammenarbeit mit langjährigen, qualifizierten Partnerbetrieben, die nach unseren Qualitätsmaßstäben arbeiten. So erhalten Sie alle Leistungen zuverlässig aus einer Hand.
Was macht ein/e CNC-Schleifer/in bzw. Rundschleifer?
Der Beruf des CNC-Schleifers oder Rundschleifers ist ein hochpräziser und verantwortungsvoller Tätigkeitsbereich in der metallverarbeitenden Industrie.
Im Mittelpunkt steht das Einrichten, Bedienen und Überwachen von CNC-gesteuerten Rundschleifmaschinen, mit denen rotationssymmetrische Werkstücke wie Wellen, Zylinder oder Kolben auf höchste Maßgenauigkeit und Oberflächengüte geschliffen werden.
Zu den Aufgaben gehört die Auswahl geeigneter Schleifscheiben, das exakte Ausrichten der Werkstücke sowie das Einstellen der Schleifparameter wie Zustellung, Vorschub und Schnittgeschwindigkeit – oft im Bereich weniger Mikrometer.
Ein weiterer zentraler Bestandteil ist die Qualitätskontrolle: Mit Messmitteln wie Bügelmessschrauben, Tastsystemen oder Koordinatenmessgeräten prüft der Schleifer Zwischen- und Endmaße und dokumentiert die Ergebnisse.
Erfahrung, Präzision und ein gutes Gespür für Werkstoffe und Toleranzen sind in diesem Beruf unerlässlich, um den hohen Anforderungen an Maßhaltigkeit, Oberflächengüte und Wiederholgenauigkeit gerecht zu werden – insbesondere in sensiblen Branchen wie Maschinenbau, Hydraulik, Luftfahrt oder Medizintechnik.
Eilservice
Bei Aufträgen mit erhöhtem Termindruck haben Sie die Möglichkeit unseren Eilservice zu nutzen. Dieser wird in direkter Absprache mit unserer Fertigungssteuerung vereinbart und über einen Zuschlag verrechnet.
Erstbemusterung
Vor dem Start von komplexeren Serien bieten wir Ihnen eine Erstbemusterung zu vergünstigten Konditionen an. Hierbei können Sie sich von der Qualität unserer Bearbeitung überzeugen. Zudem stimmen wir gemeinsam unsere Produktionsprozesse ideal aufeinander ab.
Tipps für die Anlieferung
Für eine optimale Qualität und eine kurze Durchlaufzeit in unserer Fertigung ist der Anlieferzustand der Bauteile mitentscheidend. Hier finden Sie hilfreiche Tipps für die Anlieferung Ihrer Bauteile.




